
锡膏润湿性不良的典型表现、现象与现场特征
来源:优特尔锡膏 浏览: 发布时间:2026-06-10 
锡膏润湿性不良的典型表现、现象与现场特征
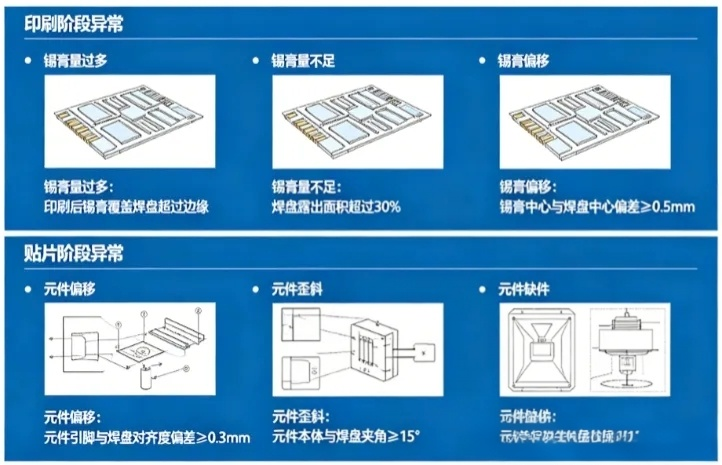
印刷及贴片阶段:前置形态异常(回流前即可发现)
这类问题在锡膏印刷完成后就能肉眼识别,是润湿性偏弱的前期信号,大多伴随锡膏本身助焊剂活化能力不足、粉末配比失衡问题。
锡膏成型轮廓收缩、边缘卷缩
印刷在焊盘上的锡膏图形无法完全贴合焊盘边界,原本规整的矩形、圆形锡膏区域向内收缩,边缘线条凹凸不平,哪怕钢网开孔标准、印刷参数正常,也会出现明显的缩膏现象。
这是因为锡膏基础润湿力偏弱,膏体与铜焊盘之间界面结合力差,静置过程中逐步回缩,该现象在微型焊盘、小间距元件焊盘上会表现得更加突出。
锡膏与焊盘分界清晰,无浸润铺展趋势
正常锡膏印刷后会轻微贴合焊盘表面,边缘有自然过渡的形态,而润湿性差的锡膏如同 “水珠落在蜡面”,膏体完全聚集成团,和焊盘之间界限分明,完全看不到相互渗透、贴合的状态,若 PCB 焊盘存在轻微氧化,这种分界现象会进一步加剧。
贴片后元件位移、偏位概率升高
元器件贴装到锡膏上之后,无法依靠锡膏的粘附力稳定固定,轻微传送震动就会出现偏移、翻转。
润湿性不足会直接降低锡膏的表面附着力,贴片定位精度再高,也难以维持元件初始位置,间接增加后续立碑、偏位不良。
润湿性是评判锡膏核心性能的关键指标,指熔融焊料在金属焊盘、元器件引脚上自发铺展、附着的能力,锡膏润湿性不达标,不会只出现单一问题,而是从印刷后形态到回流成型、后期可靠性层层衍生各类不良,很多产线把上锡差、缩锡、虚焊简单归因为炉温问题,却忽略了锡膏本身润湿性能不足这一根源。
结合十几年一线调机、缺陷复盘经验,把现场能直观观察到的所有表现逐一梳理,同时区分目视可见现象、功能类缺陷、长期可靠性隐患,方便工艺人员快速判定问题根源。
回流焊接阶段:核心目视缺陷(产线最常见、最易判定)
这是润湿性不良最典型、占比最高的表现,回流加热锡膏熔融后,焊料无法正常铺展,衍生出一系列肉眼可直接检出的焊接不良,也是生产中返工量最大的环节。
1. 焊盘缩锡、拒锡(最标志性现象)
锡膏受热熔化成液态后,没有沿着整个焊盘均匀铺开,反而不断向中心收拢,形成大小不一的锡球、锡坨,大面积焊盘会出现局部大面积露铜,也就是行业常说的露铜拒锡。
哪怕反复提升回流峰值温度、延长浸润时间,缩锡问题也只能短暂缓解,无法彻底消除,这是锡膏助焊剂破除氧化能力弱、界面张力过大导致的核心问题,在老旧库存 PCB、镀镍 / 镀银焊盘上高发。
2. 元件引脚爬锡高度不足、爬锡断续
针对 SOP、QFN、DFN、连接器等带侧边引脚的器件,熔融锡料无法沿着引脚向上爬升,仅停留在引脚根部,爬锡高度远低于工艺标准(常规要求引脚爬锡≥70%);部分引脚还会出现爬锡断断续续、断点明显的情况,形成 “断锡” 外观。
使用普通低活性锡膏加工精密封装器件时,该缺陷会批量出现,严重影响产品外观与电气连接可靠性。
3. 焊点铺展面积小、焊点高耸突兀
合格焊点扁平、铺展范围大、轮廓圆润,而润湿性差的锡膏形成的焊点整体偏高、体积集中,焊料紧紧抱团,无法在焊盘上充分摊开。
这类焊点不仅外观不合格,还会因为应力集中,在产品振动、弯折测试中出现开裂脱落,在 FPC 软板、车载振动工况下隐患极大。
4. 焊点表面灰暗、发雾、无金属光泽
熔融焊料铺展不充分的同时,焊点表面失去金属亮泽,整体呈现灰黑色、雾面状态,摸起来粗糙干涩。
这并非单纯的氧化问题,而是锡膏润湿过程中界面反应不充分,助焊剂未能完整保护熔融焊料,焊料表面形成细密氧化层,即便后续清洗也无法恢复光亮,在有铅、低温锡膏应用场景中十分常见。
5. 局部虚焊、假焊
从外观上看焊料覆盖住了焊盘与引脚,但焊料和金属基体之间没有形成冶金结合,只是简单附着在一起。
用镊子轻拨元件引脚,就能直接脱落,通电测试表现为接触不良、时通时断。
润湿性不足会让焊料与焊盘无法形成有效熔接,是大批量虚焊产生的重要诱因,很多维修板、返修板都会遇到该问题。
6. 相邻焊盘孤立上锡,无法形成连续焊点
针对排针、密集引脚连接器,正常锡膏会在每个引脚独立且完整上锡,润湿性极端不良时,个别引脚完全不上锡,其余引脚锡料各自抱团,引脚之间没有合理的润湿过渡,密间距区域还会伴随局部缺锡。
衍生连带缺陷:由润湿性差间接引发的次生问题
锡膏润湿性不足不会单独存在,还会和锡珠、空洞、立碑等缺陷叠加出现,形成复合型不良,大幅提升整改难度。
1.锡珠、飞溅增多熔融焊料无法平稳铺展,表面张力过大,焊料容易分裂成细小锡粒散落在 PCB 板面、元件周边,形成大量锡珠。
同时助焊剂与焊料反应不同步,回流过程中出现锡膏飞溅,进一步污染板面。
2.元件立碑、墓碑效应加剧0201、0402、0603 等微型阻容元件,两端焊盘锡膏润湿程度不一致,一端少量上锡、一端完全缩锡,两端受力严重失衡,回流后元件单侧翘起,立碑不良率成倍上升。
3.焊点空洞、针孔比例上升润湿性差的锡膏内部助焊剂排气不畅,焊料铺展速度慢,挥发气体被封闭在焊点内部,形成大小不一的空洞与细密针孔,在车载功率板、BGA 封装等高导热、高可靠性产品中,空洞超标会直接判定为报废。
4.清洗后焊点发白、残留异常若是水洗型锡膏,润湿性不足会导致助焊剂残留分布杂乱,水洗后焊点周边出现大面积白色残留物;免清洗锡膏则会出现残留堆积、分布不均,无法满足高端产品外观检测要求。
后期可靠性测试:隐性失效(短期无法发现,出货后爆发)
部分锡膏仅目视焊点正常,但润湿结合强度不够,在可靠性测试、终端使用中陆续失效,属于隐蔽性极强的润湿性不良。
振动测试焊点脱落
完成焊接的产品经过高低温振动、机械振动测试后,引脚焊点陆续脱落、开裂,根源就是焊料与焊盘结合力不足,润湿界面存在缝隙。
弯折测试脱焊(FPC 软板专属)
PI、PET 材质柔性线路板反复弯折后,焊点从焊盘剥离,这是低温锡膏润湿性差的典型表现,也是智能穿戴、TWS 耳机产品最常见的售后问题。
温循测试接触不良
经过 - 40℃~125℃高低温循环测试后,焊点界面逐步氧化,原本勉强导通的焊点出现断路,这类问题隐蔽性极强,往往流入终端市场后才集中爆发。
哪些工况 / 型号易出现润湿性不良
低活性锡膏(如 ROL0 低固含无卤锡膏):主打低残留、低腐蚀,助焊剂活化能力偏弱,面对氧化焊盘、镀贵金属焊盘时,极易出现润湿性不足;
超低温铟锡合金锡膏:本身合金流动性受限,若配方未做润湿强化,在 PET 超薄基材上容易缩锡;
存放超时、回温不当的锡膏:无论原装型号优劣,锡膏氧化、助焊剂挥发后,润湿性会快速衰减,所有不良现象都会集中爆发。
判断锡膏润湿性是否合格,可以按照印刷形态→回流焊点→可靠性测试三步依次排查:印刷缩膏、回流缩锡爬锡差、焊点灰暗,基本可以确定为锡膏本身润湿性能不达
标。
遇到这类问题,优先更换高活性、强化润湿配方的专用锡膏(如 ROL1 高活性免清洗锡膏、8MQP 高活性爬锡专用锡膏),同时规范锡膏存储、回温、搅拌流程,配合适配的回流曲线,才能从根源解决一系列连锁缺陷。
上一篇:详解精密电子专用锡膏 高纯度 低空洞率
下一篇:环保锡膏认准贺力斯这家 焊点稳定 适配全工艺