
无铅SMT锡膏标准化作业指导书
来源:优特尔锡膏 浏览: 发布时间:2025-07-29 
规范无铅锡膏在SMT生产中的全流程操作要求,涵盖从物料存储到工艺优化的七大关键环节,适用于消费电子、汽车电子等领域的精密组装生产。
物料接收与储存规范
1.1 来料检验标准
外观检查:确认包装完好无破损,标签完整(含合金类型、锡粉粒径、批次号、有效期)
文件验证:MSDS报告、RoHS/REACH合规证书、COA分析报告(重点关注:
卤素含量≤900ppm
锡粉氧含量≤0.1%
黏度范围170±30Pa·s@25℃)
1.2 储存条件控制
温度管理:
未开封:2-10℃冷藏(波动±1℃)
开封后:20-25℃恒温柜(RH<60%)
时效控制:
冷藏保质期:生产日期起6个月
开封后使用寿命:72小时(需标注开封时间)
产前准备流程
2.1 锡膏回温操作
标准回温:
冷藏取出后,原包装室温(25±3℃)放置≥4小时
禁止使用热风枪/加热台加速回温
应急方案:
密封状态下40℃水浴≤30分钟(仅限紧急情况)
2.2 搅拌工艺参数
手工搅拌:
时间:3-5分钟(顺时针/逆时针交替)
终点判定:膏体呈均匀珍珠光泽
机器搅拌:
参数设置:转速100-200rpm,时间1-2分钟
真空搅拌机优先(压力-0.08~-0.1MPa)
3. 印刷工艺控制要点
3.1 设备参数基准
刮刀系统:
材质:不锈钢(硬度HRC45-50)
角度:60±2°
压力:5-8N/cm(随刮刀磨损每10万次增加0.5N)
印刷参数:
速度:20-50mm/s(细间距取低速)
脱模:距离0.5-1.0mm,速度0.3-1.0mm/s
3.2 过程监控标准
SPI检测频次:
首件:100%检测
常规:每30分钟抽检1片
异常后:连续5片确认
允收标准:
体积偏差:±10%(关键元件±8%)
高度差:≤15μm
偏移量:≤25μm
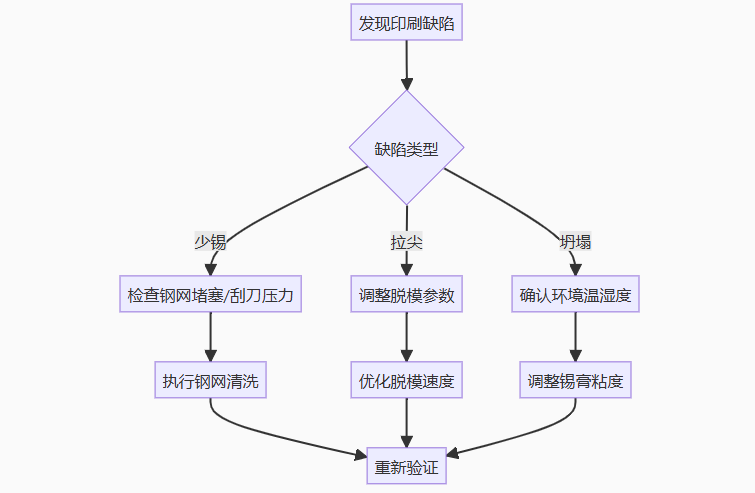
3.3 异常处理流程
上一篇:无铅锡膏技术演进与行业实践:领军厂商的创新之路
下一篇:无铅锡膏熔点多少度呢?